品質管制流程
精密儀器設備、檢驗高精度產品


1. 電子式自動準直儀檢驗(進料檢驗)
大型鑄件線軌面真直度量測,確保加工件品質符合精度標準。


2. 製程組裝精度檢驗
單體組裝精度自主檢查,檢驗線性滑軌真直度、基準面與側邊軌道平行度。


3. 鏟花工藝技術
新虎將對於基準面鏟花,嚴格把關,重要主件均拓印存檔,對於影響精度較大的固定面之鏟花更為著重,多年經驗的師傅藉由鏟花工藝,使的結合面更加平整。
追求最高的品質,提供客戶高信賴度及高精度的產品。
4. 幾何精度檢驗
檢驗各軸方向相互運度之直角度。(直角規 300mm-500mm)
檢驗規範: ISO 10791-2 (ISO 230-1)


5. 主軸拉刀力檢驗
檢驗主軸拉力值,確保拉力符合標準。(HSK、BT)

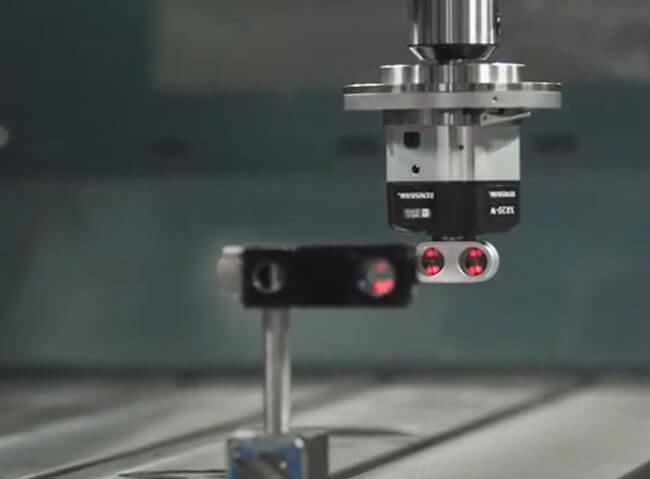
6. 主軸震動檢驗
檢驗主軸震動值,確保震動符合標準。
檢驗規範: ISO 230-8
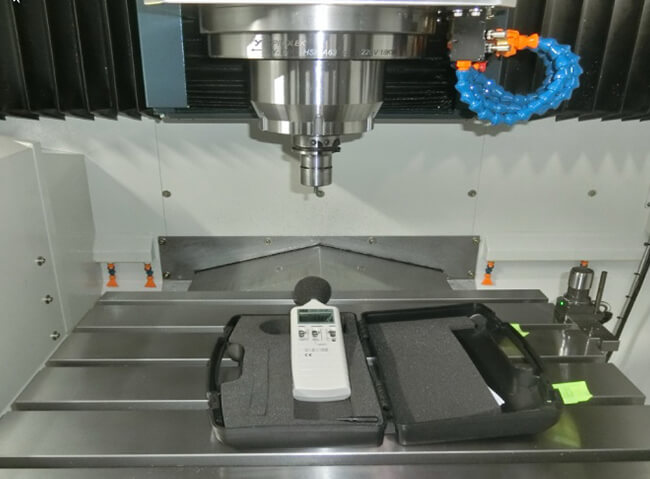
7. 主軸噪音檢驗
檢驗主軸噪音值,確保噪音符合標準。
檢驗規範:ISO 230-5

8. 雷射干涉儀檢驗(線性軸)
全行程運動精度皆經過雷射校正定位精度補償,確保機台之精度。
檢驗規範: ISO 10791-4 (ISO 230-2)


9. 循圓測試儀檢驗
校正真圓度精度及機器幾何精度,藉此檢驗能確保機台三維空間之運動精度。
檢驗規範: ISO 10791-6 (ISO 230-4)
10. 雷射干涉儀檢驗(旋轉軸)
旋轉軸角度定位精度、重複精度檢測。
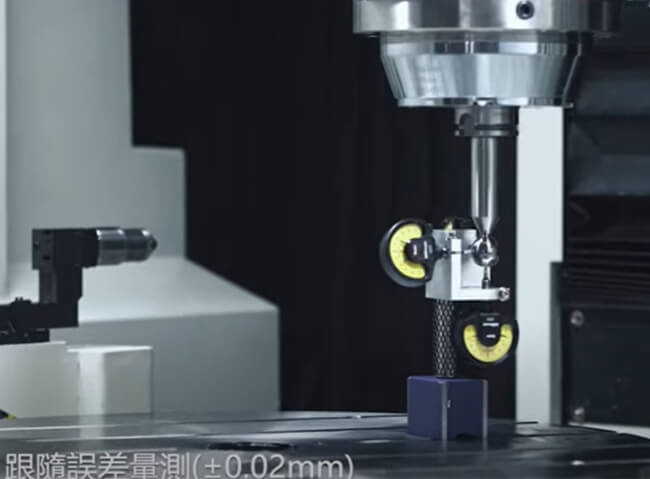
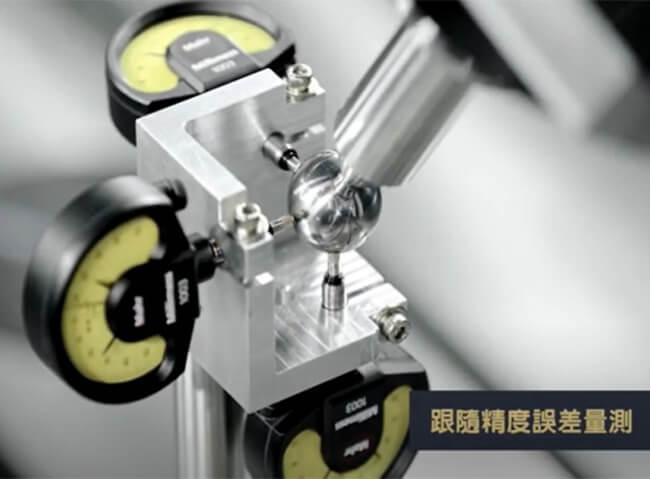
11. TCPM
五軸動態精度檢驗(跟隨誤差量測)

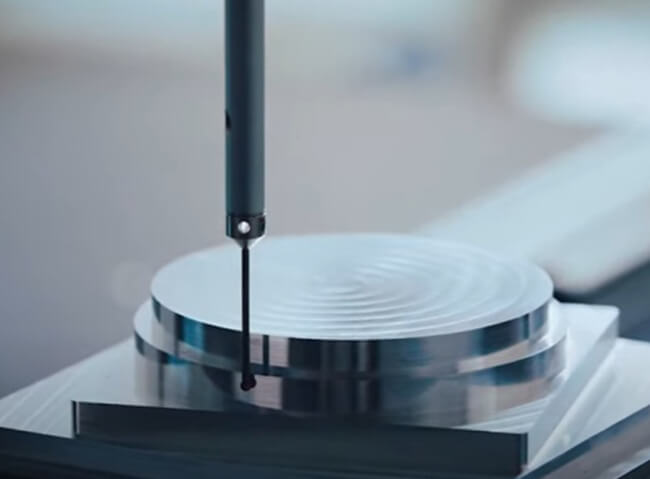

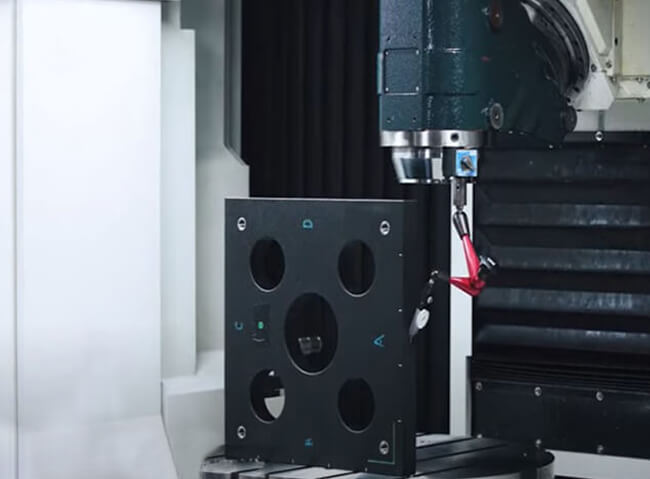
12. 三次元座標量床檢驗
每一部機器,須經精密儀器檢驗,還需做符合國際標準的動態切削試驗。
切削完成的標準試塊,需經三次元量床檢測,確保精度符合標準。(3D圖檔與工件實物比對)
檢驗規範: ISO 10791-7